


Five ways to lower 5G test costs
Mobile device OEMs and contract manufacturers who develop 5G products for high-volume manufacturing are discovering the economics of production testing are rapidly changing. Driven by new frequency bands for 5G sub 6 GHz and higher test frequencies in 5G millimeter wave (mmWave), high-volume manufacturing testing for cellular wireless radios has become more complicated than ever, making wireless test more expensive if not carefully considered.
Furthermore, conducted testing is no longer feasible for 5G mmWave (also known as 5G FR2) due to tighter integration of electronics and antennas. The standard test methodologies for mmWave require over-the-air (OTA) testing of the final product in phone assembly and module level as opposed to chip-on-board testing in 2G to 4G and 5G sub 6 GHz (also known as 5G FR1) in Figure 1. Here are five strategies for OEMs to consider for these new challenges in 5G devices and lower the cost of testing.
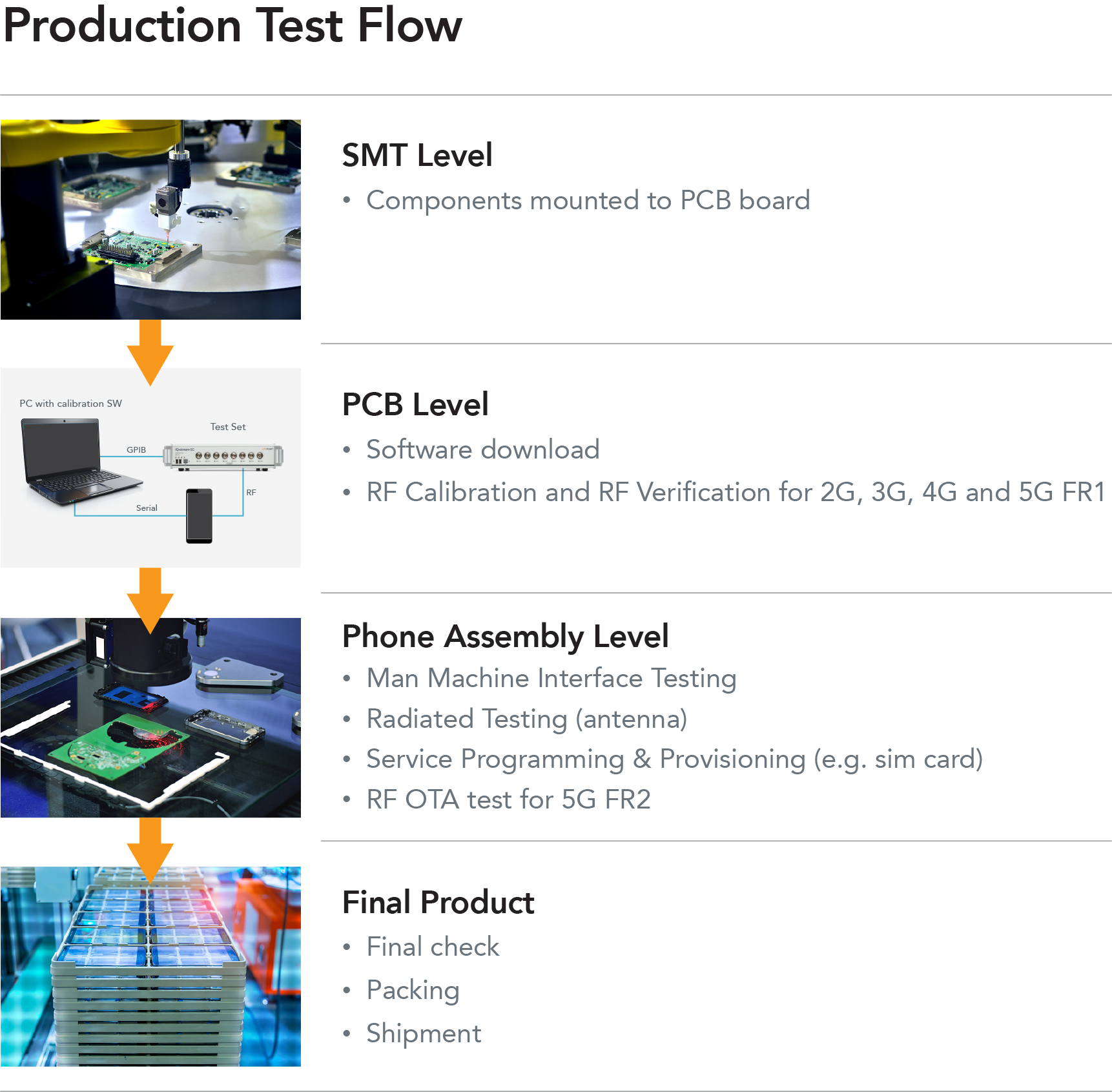
Figure 1. Factory tests occur from components to completed products.
1. Multi-Device Testing
The use of multiple devices under test (also known as multi-DUT) for each test station grew with 4G when many new LTE-FDD and LTD-TDD bands were introduced. The number of bands for 5G continue to proliferate and results in new manufacturing test challenges with more antennas that support new mid-band spectrum and MIMO techniques. This introduces test complexities and longer per device test times. By implementing multi-DUT testing per tester in 5G, these longer test times are offset by the increased capacity resulting in higher unique tests per hour (UPH). Figure 2 is a standard factory production setup with 4-devices connected to the hardware tester unit with a software test program.
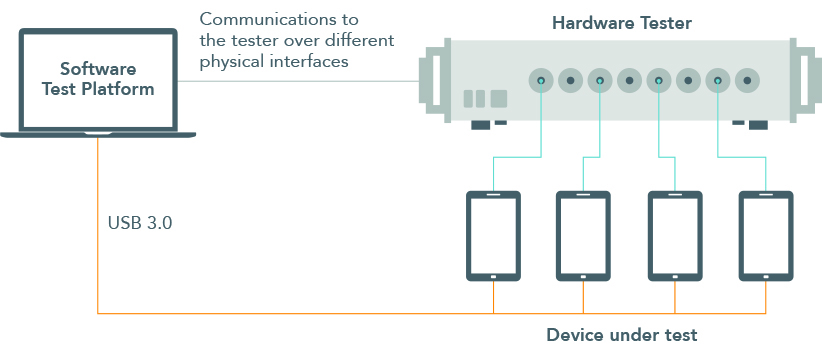
Figure 2. A single tester can test several devices in parallel.
Figure 3 shows how testing multiple devices in parallel can maximize test equipment utilization while minimizing idle time such as DUT control and settling time.
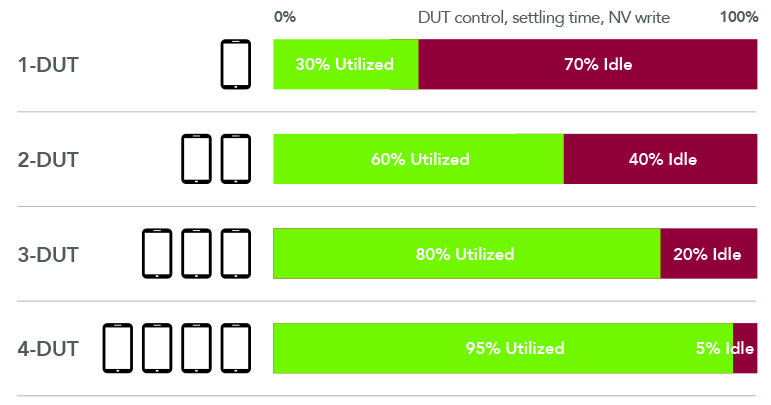
Figure 3. When a factory tests multiple devices from a single setup, resources are better utilized.
2. Measurement Efficiency
RF parametric measurements are at the core of validating device performance in high-volume production environments. The 3GPP standard has a set of recommended test items for these specific RF test measurements such as transmit power, error vector magnitude (EVM), and adjacent channel leakage ratio (ACLR) among others (Figure 4). Manufacturers have been reducing the mix of RF test items (without compromising on device quality under-test) and by spreading factory test flow in multiple stations (such as 2G to 4G in one station and 5G in another) of the production line for greater efficiency in yield rates and tact time.
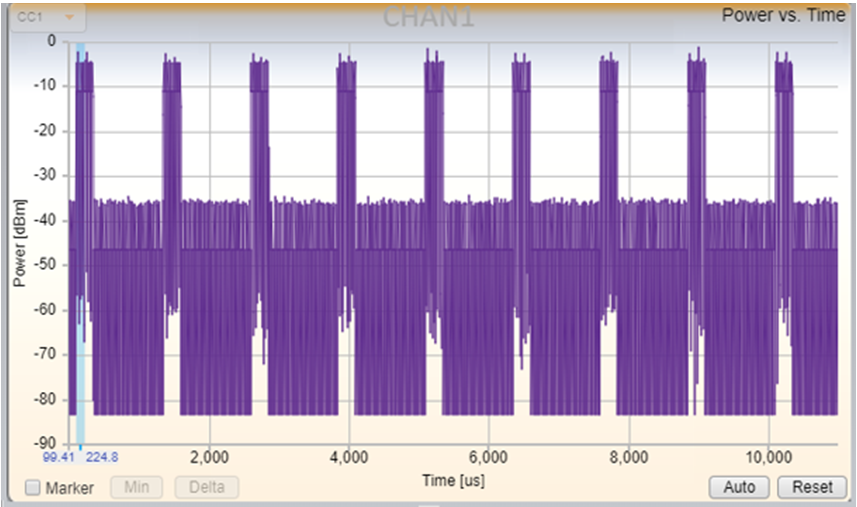
Figure 4. Power vs. Time measurements show how parameters change.
3. Parallel Data Processing and Analysis
Factory production requires RF calibration and RF verification to be performed on the DUT. The standard measurements can include transmit power and frequency ranges across multiple channels and radio formats. And with 5GNR, there are more complex and computationally intense waveforms to analyze than before. Hence, test equipment architecture needs to account for more computationally-intensive 5G signal analysis while providing efficient parallel measurements either through hardware or software. For example, it is possible to develop a creative heuristic algorithm in software to speed-up during the measurement analysis. Both of these techniques (either hardware or software) contribute to the common goal of parallel data processing and analysis in RF calibration and RF verification tests.
4. Test Flow Automation
Test flow automation is another valuable way to improve 5G device testing and this is particularly important for 5G mmWave due to complexity in the OTA test setup. First, the software test automation program not only needs to control the device under test and test equipment, it also needs to control the OTA chamber for OTA mmWave testing. Because 24 GHz and higher frequency bands have poor signal propagation, 5G devices supporting these frequency bands (e.g. n257 to n261) have multiple mmWave antenna modules embedded in the device. To test these mmWave antenna modules with accurate radiation patterns, the RF chamber needs either a positioner to rotate the device or multiple antenna horns for the OTA testing. Figure 5 shows a complete test flow from software test execution to hardware instrument bundled with the chamber for 5G mmWave OTA testing using a positioner rotator setup.
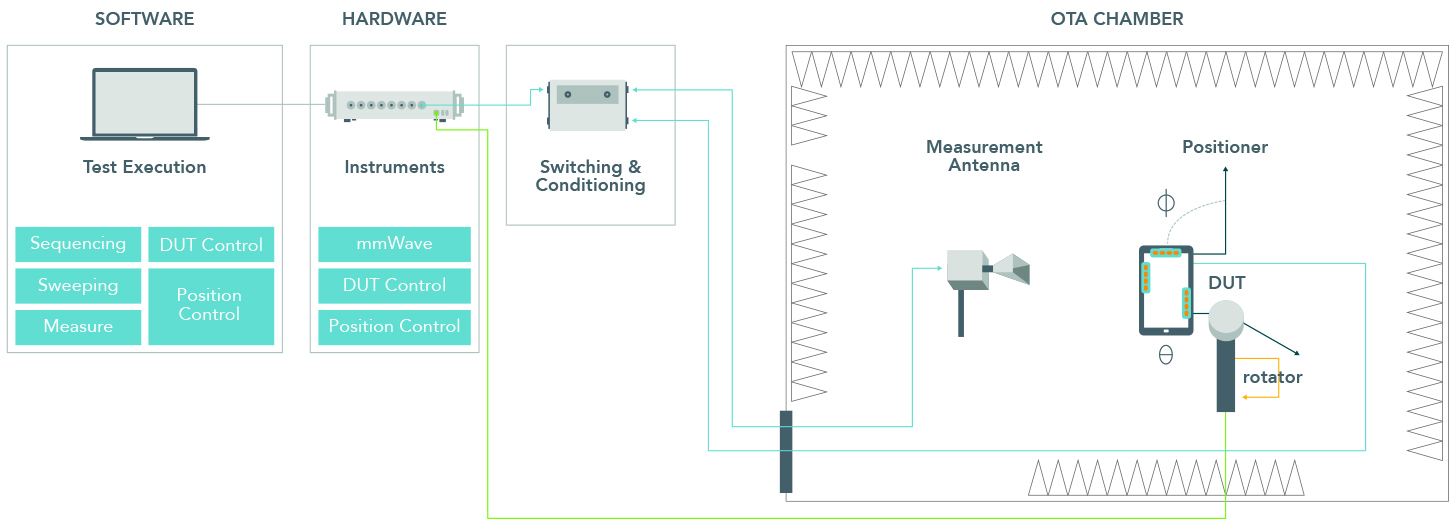
Figure 5. A positioner changes the relative angle of the DUT versus the measurement antenna.
Alternatively, another approach for testing multiple mmWave antenna modules is to install multiple horn antennas mounted inside the chamber enclosure and with high precision line-of-sight between the horn antennas and the device’s mmWave modules as shown in Figure 6.
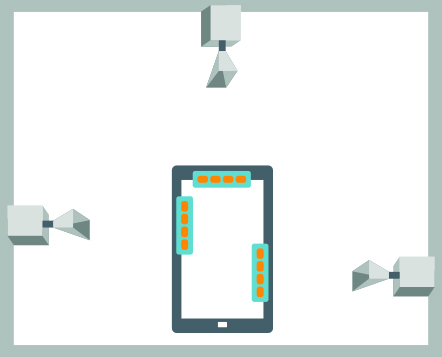
Figure 6. Testing of parameters such as signal power can be performed using multiple antennas.
5. White-box Testing
OEMs typically do not like to disclose their 5G mmWave module device antenna structures in conformance testing to prevent product design information leakage. Hence, black-box testing has been the standard in these situations. In the case of high-volume manufacturing testing, however, the situation is different.
By knowing the device hardware design and with knowledge of the antenna mmWave module placement in the device in high-volume production, a test engineer can pre-set the horn antenna placement and positioner movement for test flow efficiency without performing the additional near-field scanning for antenna arrays. In addition, by placing the center of the DUT aperture at the center of the test zone can lead to additional test time saving. This is known as white-box testing, an alternative to black-box testing that puts the test device in the center of the test zone itself (Figure 7).
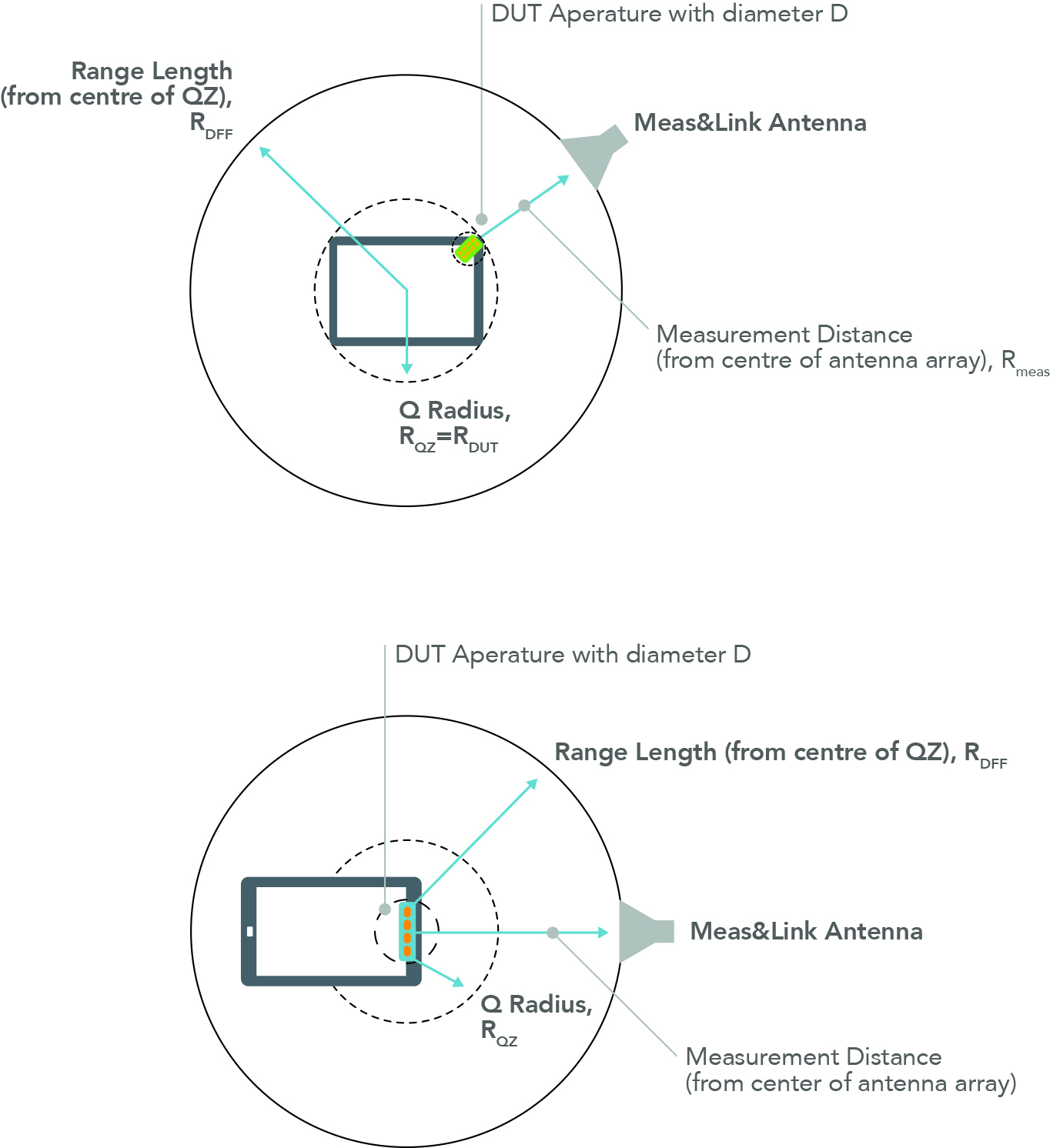
Figure 7. Black-box testing (top diagram) differs from
White-box testing (bottom diagram). In black-box testing, the inner working of the device under test are unknown.
Conclusion
5G is an exciting new communications standard with the vision of offering higher bandwidth, lower latency and ultra-reliability. As such, there are many variants and flexibility in the 3GPP standard which makes 5G waveform more complex to analyze.
From new hardware design requirements (integrated antennas in 5G mmWave) to advancement the 3GPP standard, there are new test challenges for manufacturers of 5G devices to ensure both comprehensive product quality and test cost economics.

Rex Chen is the Director of Strategic Business Development for 5G with LitePoint Corporation. He has extensive experience in the wireless semiconductor industry implementing protocol stack and software test tools. Rex has been with Qualcomm for over 10 years in a wide range of Engineering roles and have interacted with more than 50 customers. He was also an Engineering Director at Intel and lead a global engineering team and serves as the Factory Production Project Engineer for the communications and device group. Rex has a PhD in Computer Science with four granted patents.

